
 (li��n)ϵ�҂�...
(li��n)ϵ�҂�...  �A��܇(ch��)��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...
�A��܇(ch��)��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...  �¼��g(sh��)IDITI ���������S���ػ�̎...
�¼��g(sh��)IDITI ���������S���ػ�̎...  �h�L(zh��ng)�����zַ���o(h��)�^(q��)���ü��_(k��i)�l(f��)ס...
�h�L(zh��ng)�����zַ���o(h��)�^(q��)���ü��_(k��i)�l(f��)ס...  ��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...
��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...  �����ľ�����W(w��ng)��(ji��n)��...
�����ľ�����W(w��ng)��(ji��n)��...  ��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...
��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...  ��̼���н��O(sh��)��������̽���c��(sh��)�`...
��̼���н��O(sh��)��������̽���c��(sh��)�`...  �\Մ�Ї�(gu��)�Ŵ����������c�����İl(f��)...
�\Մ�Ї�(gu��)�Ŵ����������c�����İl(f��)...  �h�L(zh��ng)�����zַ���o(h��)�^(q��)��(n��i)���ü��_(k��i)�l(f��)...
�h�L(zh��ng)�����zַ���o(h��)�^(q��)��(n��i)���ü��_(k��i)�l(f��)...  ���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)���(l��i)�e��...
���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)���(l��i)�e��...  ������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...
������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...
����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...  ���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)...
���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)... ��x 3674 �� �����z�y(c��)�ڿ��g�W(w��ng)�ܽY(ji��)��(g��u)�����|(zh��)���z�y(c��)�еđ�(y��ng)��
�����o(w��)�p�z�y(c��)���g(sh��)�ڿ��g�W(w��ng)�ܽY(ji��)��(g��u)�����|(zh��)���z�y(c��)�еđ�(y��ng)��
�����P(gu��n)
(���ʡ�����ƌW(xu��)�о��O(sh��)Ӌ(j��)Ժ710082����)
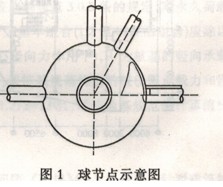
���Ϳ��g䓾W(w��ng)�ܽY(ji��)��(g��u)�ǽ����Y(ji��)��(g��u)����Ҫ��һ���֣����V���ؑ�(y��ng)�����w���^���Y�á���C(j��)�ǡ�Ӱ��Ժ�ȹ���������(ch��ng)��������(ji��)�c(di��n)��ʽ�W(w��ng)�ܷ֞�ɴ��(l��i)�������������˨��(ji��)�c(di��n)�W(w��ng)�ܣ�߀��һ�(l��i)��һ�����B�o(w��)��(ji��)�c(di��n)��ܽY(ji��)��(g��u)��ɚw�ھW(w��ng)�ܹ������еľW(w��ng)�ܽY(ji��)��(g��u)�亸�ӽ��^��ʽ�ɷ֞������һ�ܽ��^����һ�F�^������^����һ�܌�(du��)�ӽ��^����һ����؞�����^����(l��i)�����·ֶΌ�(du��)���ӹ�ˇ�ͳ��z�y(c��)����B��
1�����Ϻͺ��ӹ�ˇ
�W(w��ng)�ܽY(ji��)��(g��u)�x�õ�䓲�һ���̼�ؽY(ji��)��(g��u)�Q235���ͺϽ�ߏ�(qi��ng)�ȽY(ji��)��(g��u)�Q345��Ҳ����20#��(y��u)�|(zh��)�Y(ji��)��(g��u)䓵ģ����ٵ�̼�ϵ�У����������á����ӷ�����Ҫ���ֹ�늻��������l����}��E4303��E5003�͵͚��� E4316��E5016�ȣ��F�^�����c���B�ӳ��ֹ�늻���֮�⣬�ೣ�ð��Ԅ�(d��ng)C02���w���o(h��)�������ú��z�� H08��H08A��H08Mn2Si�ȡ����lһ�㽛(j��ng)300����2С�r(sh��)��ɣ�����һ�㲻��ᣬ���o(w��)���̎������(d��ng)�ں��ġ�6mm�r(sh��)���U���_(k��i)30-500�¿ڡ����Ҏ(gu��)�����250,-,600x12��20mm���U����60--259x6��16mm��
2��������һ�ܽ��^
������һ�ܹ�(ji��)�c(di��n)ʾ����Dһ��UT̽��������D����
2.1̽������
���ڽY(ji��)��(g��u)�������ԣ�һ��ֻ���M(j��n)��䓹܆�(c��)����߲飬̽�^�x��2.5P6x6K2.5�A����̽�^��С��Ƭ̽�^ǰ�ض�(Lmin=Smm)������һ�β�̽�y(c��)���p�������߲鷽ʽ����X�Σ���һ�κͶ��β�������(n��i)�M(j��n)���^�졣
2.2��Ҋ(ji��n)ȱ��
(1)����l��2mmδ�����Ҋ(ji��n)��ȱ�ݣ��ΑB(t��i)����m(x��)��}�_��ֵλ���������^(q��)��ԭ��?y��n)�ƴ�b׃����ɟo(w��)�g϶���ӡ�
(2)�����δ�ۺϣ�һ��l(f��)���ں��p���²����}�_�^�ߣ�ԭ������ں�ɢ����Լ���������(d��ng)��
(3)��ں�����ѿp���}�_�ܸߣ���ˮƽλ���Д��ѳ������p��������(j��ng)���ʿ�Ҋ(ji��n)��ԭ���ǰ�ĵ����c(di��n)����ۼ����^�ӑ�(y��ng)������������ɡ�
(4)�c(di��n)��̎����δ�����}�_�ߣ�ָʾ�L(zh��ng)��8~10mm�����pһ���L(zh��ng)����2��3̎�������Д�ȱ��λ���c(di��n)��
3����-�܌�(du��)�ӽ��^��
���^��ʽ��̽��ʾ����D3��
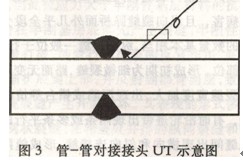
3.1̽������
�����p��(c��)�߲飬һ�����β���Y(ji��)�ϣ�С��Ƭ(6��6��8��8)��ǰ�؈A��̽�^��K=2.5��2.0����X�Β߲顣
3.2��Ҋ(ji��n)ȱ��
(1)����δ�������m(x��)����}�_��һ�β���Ҋ(ji��n)��ԭ���dž��溸�g϶С�����ٿ�����ɡ�
(2)��Ϣ��̎�ܼ��Ԛ�ף��}�_�ߣ�ָʾ�L(zh��ng)��l0��20mm���Dz�������(d��ng)��ɡ�
(3)���g�A����ȱ���}�_��λ�����^(q��)���ʗl����������صͺ���̫����ɡ�
4����-����؞�����^
���^��ʽ��̽������Ҋ(ji��n)�D4��
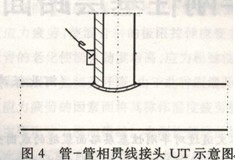
̽�^���x��߲͒鷽ʽ�c��-����^uT��ͬ���Ҋ(ji��n)��ȱ���Ǹ���δ����ԭ������ʩ���l���^�����߀�К�ס��A��ȱ�ݡ�
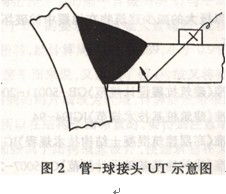
5��C02���w���o(h��)����-�����^
���^��ʽ��̽������Ҋ(ji��n)�D5��
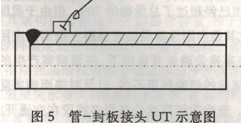
C02���w���o(h��)�����(l��i)���^��̽���l���c�܌�(du��)����ͬ���Ҋ(ji��n)��ȱ���ǔ��m(x��)���ס�ԭ��������ܶ��^��r(sh��)���a(ch��n)���^��(qi��ng)�ĵ��x�������Ɖ���C0�������Ӷ�����՚⣬�p���˱��o(h��)Ч������ͨ�^(gu��)�p�Ӛ��w����?zhu��n)��?n��i)��ͨ���Ě��M(j��n)�б��o(h��)���������ȱ�ݡ�
6�����Y(ji��)
���ھW(w��ng)�ܗU��ƴ�b�F(xi��n)��(ch��ng)�l���������ɸ���δ������(y��ng)�x��С��Ƭ��ǰ�ؙM��б̽�^�M(j��n)��̽������(du��)�������(l��i)�͵�ȱ�ݣ���(y��ng)����(j��)ƴ�b���ӹ�ˇ�M(j��n)���Д�������ԫ@�Ü�(zh��n)�_��̽���Y(ji��)�����u(p��ng)������(du��)�ڷ������º��ӵĽ��^������������(du��)���p�M(j��n)�В߲��⣬����ӟ�Ӱ푅^(q��)�Ē߲飬Ŀ���Ƿ�ֹ���Ѽy�İl(f��)����
(���ā�(l��i)Դ�����ʡ��ľ�����W(xu��)��(hu��) �ď��W(w��ng)�j(lu��)���ď� ���S�S �� ���� ����)
